6. 列印材料 Loading / Unloading
6-1 操作前須知
- 更換線材時無需加熱熱床。
- 噴嘴溫度過低可能導致堵料,請務必待噴嘴達到目標溫度後再執行 Load / Unload。
- 下表所列溫度為建議參考範圍,實際數值應以耗材品牌規格為準。
6-2 各耗材建議噴嘴溫度
| 耗材 | 建議溫度(°C) |
|---|---|
| ABS | 240 – 250 |
| ASA | 240 – 250 |
| HiPS | 220 – 230 |
| PA(尼龍) | 260 – 270 |
| PC(聚碳酸酯) | 260 – 270 |
| PETG | 230 – 250 |
| PLA | 200 – 220 |
| PPA | 280 – 290 |
| PPS | 300 – 320 |
| TPU | 220 |
6-3 不同材質換料原則
- 更換材料時,噴嘴溫度一律以兩種材料中溫度較高者為主進行操作。
- 不同材質之間無相容性問題,只要遵守上述溫度原則即可安全更換。
6-4 Load(裝料)操作步驟
-
在 Dashboard 設定 Hotend 目標溫度並等待
- 於 Dashboard 找到溫度設定欄位,輸入對應材料的更換溫度後按 Enter 確認。
- 設備會自動加熱至目標溫度且不會超過;過程中可觀察目前溫度與加熱功率的即時變化,等待溫度穩定後再繼續操作。
-
鬆開 Extruder 夾線機構,送入新線材
- 鬆開 Extruder(擠出機)的夾線螺絲,釋放夾線滾輪壓力。
- 若噴嘴內有殘料,將其推入噴嘴擠出(必要時以通針從進料管口推到底)。
- 將新線材插入進料管,確認線材已確實插入銀色進料口內,再將夾線機構扣回並鎖緊螺絲。
-
於 Extruder 控制面板執行 Extrude (擠出)
- 在 Dashboard 的 Extruder 控制面板中確認以下設定後,按下 EXTRUDE:
- Filament Length(擠出長度):建議設定為 100 mm 以上。
- Extrusion Feedrate(擠出速率):建議設定為 5 mm/s。
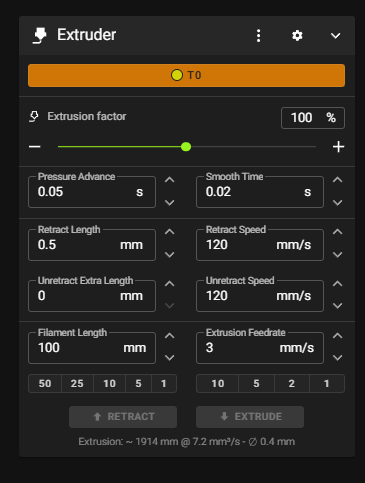
- 在 Dashboard 的 Extruder 控制面板中確認以下設定後,按下 EXTRUDE:
-
確認噴嘴正常擠出
- 觀察噴嘴是否順利擠出目標材料的線料。
- 若首次擠出量不足或無材料出現,再執行一次 EXTRUDE,直到噴嘴穩定擠出為止。
-
完成後關閉加熱
- 換料與擠出確認完成後,將 Hotend 目標溫度設定回 0°C(或直接關閉加熱),讓噴嘴自然冷卻。
6-5 Unload(退料)操作步驟
-
在 Dashboard 設定 Hotend 目標溫度並等待
- 於 Dashboard 找到溫度設定欄位,輸入目前線材對應的退料溫度後按 Enter 確認。
- 待噴嘴溫度穩定後再執行退料;若使用
UNLOAD_FILAMENT巨集,巨集會自動加熱至預設溫度(見下方說明)。
-
確認線料路徑順暢,線捲可自由轉動
- 執行退料前,確認從線捲到 Extruder 進料管之間沒有纏繞或卡料。
- 線捲能夠自由轉動,退料時不會因阻力過大而拉斷線材。
-
執行 UNLOAD_FILAMENT 巨集退料
- 於 Dashboard 執行
UNLOAD_FILAMENT巨集進行退料。 - (不建議)或使用 Dashboard Extruder 面板中的 RETRACT 按鈕進行手動退料:建議每次 50–100 mm,重複執行直到線材完全退出。
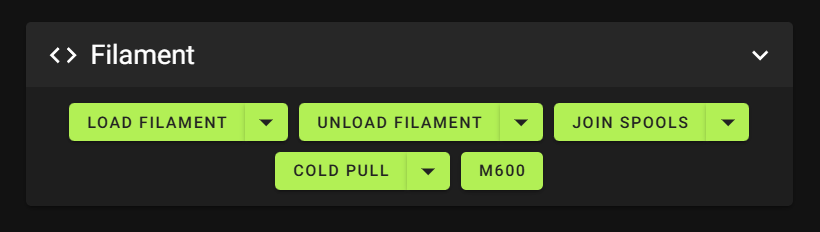
- 於 Dashboard 執行
-
確認線材完全退出,處理異常線頭
- 線材退出後,檢查線頭形狀。正常線頭應為細尖狀。
- 若出現蘑菇頭(球狀膨大),表示退料溫度不足或退出速度過快,導致線材在 Heatbreak 處冷卻凝固。
-
完成後關閉加熱
- 線材完全退出後,將 Hotend 溫度設定回 0°C,讓噴嘴自然冷卻。
- 若後續需要 Load 新材料,可直接進入 6-4 Load(裝料)操作步驟。
6-6 換料操作步驟(Load + Unload 流程)
-
更換前先清除噴嘴內的殘料
若噴嘴內目前已有材料,更換前須先將殘料完全擠出:- 將噴嘴溫度設定為目前材料的列印溫度,等待加熱完成。
- 在進料管入口處剪斷線材。
- 使用通針或細棒從進料管口將剩餘線材向下推入噴嘴並擠出(勿將料往回抽出)。
- 持續推送直到噴嘴不再有材料滴落。
-
依「高溫優先」原則設定溫度並擠出
根據目前材料與新材料的列印溫度高低,選擇對應操作流程:- 新材料溫度較高(或相同): 直接將噴嘴升溫至新材料的列印溫度,於此溫度下擠出清除殘料,完成後即可 Load 新材料。
- 新材料溫度較低: 先維持在目前材料(較高)的溫度擠出清除殘料;殘料排清後,再將溫度調降至新材料的列印溫度,再次少量擠出確認已無前一材料的殘留,完成後即可 Load 新材料。
-
完成換料後
- 依 6-4 Load(裝料)操作步驟 確認新材料順利擠出。
- 將 Hotend 溫度設定回 0°C,讓噴嘴自然冷卻。